全国免费咨询电话:13400015680

焊接方法的选择直接影响加工件的力学性能与耐久性。
1. 电弧焊(SMAW/MIG)
手工电弧焊(SMAW)灵活性高,但热影响区(HAZ)较宽,可能导致变形。例如,Q235钢焊接后HAZ硬度达250HV,需退火处理。MIG焊效率更高,适合不锈钢薄板(如1-3mm),飞溅少且成形美观。
2. 激光焊
能量密度高(10?W/cm2),HAZ仅0.1-0.5mm,适合精密件(如电子元件)。但设备成本高,且对装配间隙敏感(要求<0.1mm)。
3. 摩擦焊
固相焊接无熔池,接头强度可达母材95%以上,特别适用于异种金属(如铜-钢)。某航空部件采用摩擦焊后,疲劳寿命提升40%。
结论:需根据材料、厚度及工况选择焊接方法,必要时进行工艺验证(如拉伸、弯曲试验)。
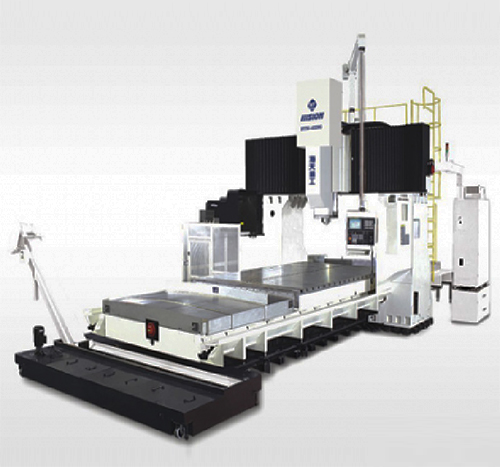
海天龙门加工中心
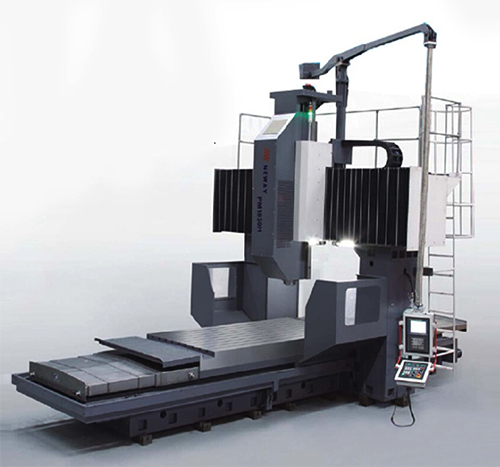
纽威龙门加工中心

龙门加工现场

龙门加工现场
 备案号:苏ICP备2023053950号-1
备案号:苏ICP备2023053950号-1