全国免费咨询电话:13400015680

焊接接头形式有对接接头、T字接头、角接接头和搭接接头四种。焊接工件接头的对缝尺寸是由焊件的接头形式、焊件厚度和坡口形式决定的。电工自行操作的焊接通常是角钢和扁钢,一般不开坡口,对缝尺寸是0~2mm。
焊接已发展为制造业中的一种重要的加工方法,广泛应用于航空、航天、冶金、石油、汽车制造以及国防等领域。在焊接产品中,焊缝质量的好坏直接影响到产品的使用寿命长短。所以,在生产过程中须严格按照设计要求控制焊缝尺寸,以及严格控制各类缺陷的产生。对焊缝表面尺寸测量及评定表面焊缝缺陷时,目测检测法由于具有灵活性强、操作方便等优点,因而成为是工业生产检测中常用的方法之一。
目前,目测检测法测量焊缝尺寸时通常采用放大镜,直尺,咬边测量器等工具进行测量;缺陷评定时则需要评级人员具有较强的专业知识及丰富的工作经验。同时,目测检测过程中工作人员易受到的工作量大、工作环境不佳、知识认知差异等因素的影响,造成结果准确性的下降。因此,目测检测法测量结果很难保证结果的规范性、客观性和科学性。因而,如何减少上述因素的对结果的影响,成为焊接工作者近年来研究的热点课题之一。近年来,随着计算机,白动化以及模式识别等技术取得的进步,也给焊缝外观检测带来了新的发展动力]。
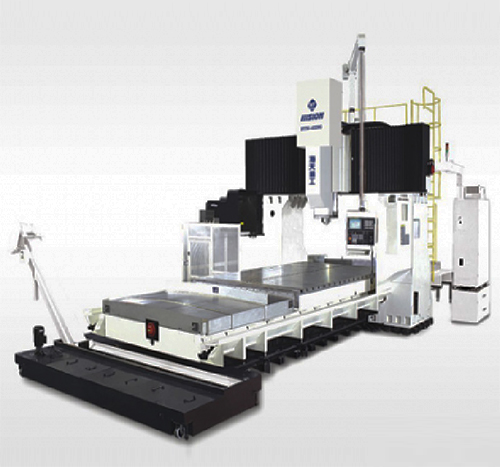
海天龙门加工中心
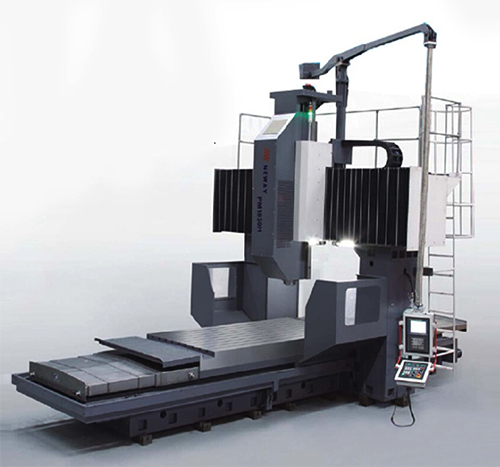
纽威龙门加工中心

龙门加工现场

龙门加工现场
 备案号:苏ICP备2023053950号-1
备案号:苏ICP备2023053950号-1